





FFX ਮੋਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਦੀ ਤਰੱਕੀ ਅਤੇ ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
(1) FFX ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ ਉੱਚ ਸਟੀਲ ਗ੍ਰੇਡ, ਪਤਲੀਆਂ ਅਤੇ ਮੋਟੀਆਂ ਕੰਧਾਂ ਵਾਲੀਆਂ ਵੈਲਡੇਡ ਪਾਈਪਾਂ ਪੈਦਾ ਕਰ ਸਕਦੀ ਹੈ। FFX ਦੇ ਵਿਗਾੜ ਤੋਂ ਬਾਅਦਈਆਰਡਬਲਯੂ ਪਾਈਪ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ ਮੁੱਖ ਤੌਰ 'ਤੇ ਖਿਤਿਜੀ ਰੋਲਾਂ 'ਤੇ ਅਧਾਰਤ ਹੈ, ਅਤੇ ਪੋਸਟ-ਰਫ ਫਾਰਮਿੰਗ ਪੜਾਅ ਵਿੱਚ ਲੰਬਕਾਰੀ ਰੋਲਾਂ ਨੂੰ ਵਿਗਾੜ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨ ਲਈ ਅੰਦਰੂਨੀ ਰੋਲਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੁੰਦੀ, ਉਪਕਰਣਾਂ ਦੀ ਬਣਤਰ ਵਿੱਚ ਕੋਮਲਤਾ ਅਤੇ ਕਠੋਰਤਾ ਦੋਵਾਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ, ਅਤੇ ਉੱਚ ਤਾਕਤ ਅਤੇ ਉੱਚ ਕਠੋਰਤਾ ਪ੍ਰਾਪਤ ਕਰਨਾ ਆਸਾਨ ਹੈ ਅਤੇ ਸਥਿਰ ਕਰ ਸਕਦਾ ਹੈ। 219 ਮਿਲੀਮੀਟਰ, D/t=10 ~ 100 ਤੋਂ ਉੱਪਰ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਵੇਲਡ ਪਾਈਪਾਂ, ਅਤੇ P110 ਤੱਕ ਸਟੀਲ ਗ੍ਰੇਡ ਪੈਦਾ ਕਰੋ।


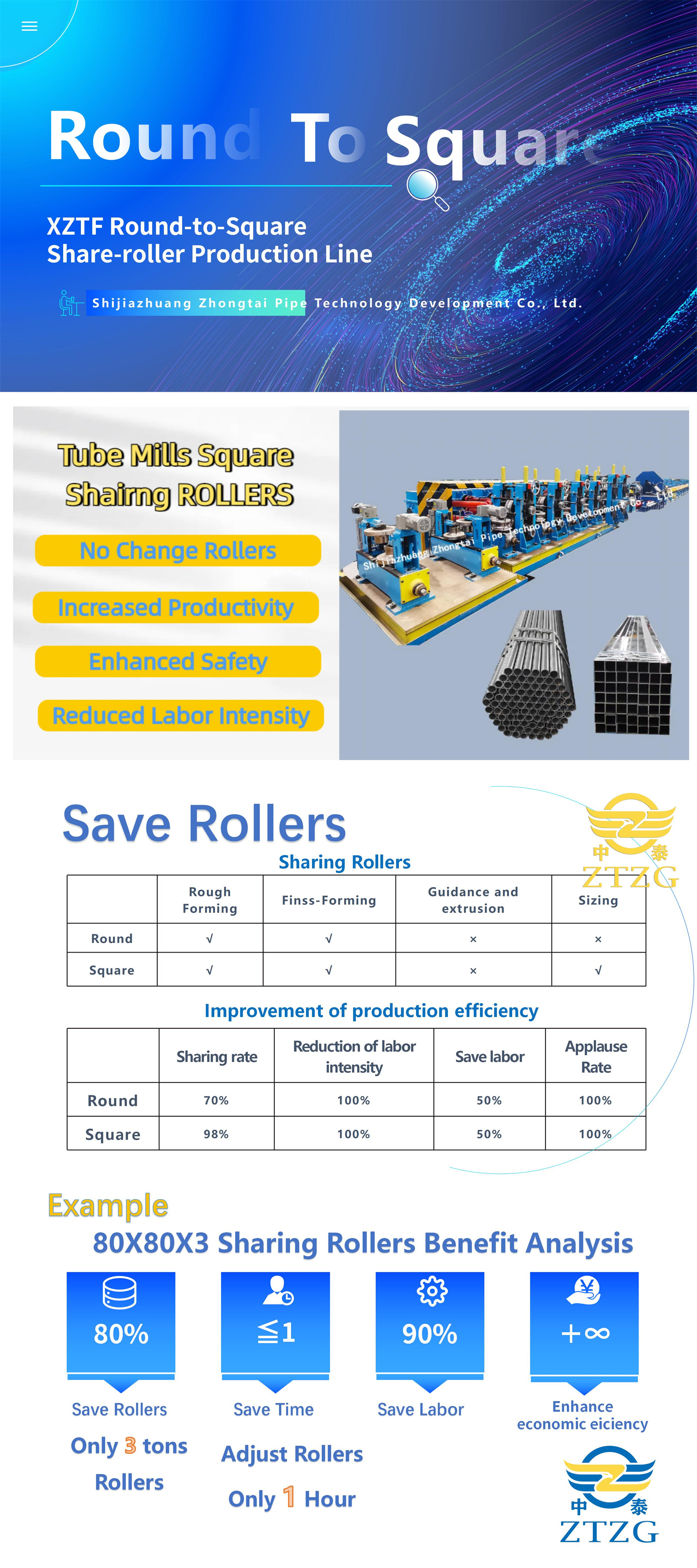
(2) ਇੱਕ ਵਿੱਚ FFX ਬਣਾਉਣ ਵਾਲੇ ਭਾਗ ਦੇ ਖਿਤਿਜੀ ਰੋਲ ਅਤੇ ਲੰਬਕਾਰੀ ਰੋਲਟਿਊਬ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨਪੂਰੀ ਤਰ੍ਹਾਂ ਸਾਂਝੇ ਕੀਤੇ ਗਏ ਹਨ। FFX ਬਣਾਉਣ ਵਾਲੀ ਤਕਨਾਲੋਜੀ ਵਿੱਚ, ਇਨਵੋਲੂਟ ਰੋਲ ਆਕਾਰ ਅਤੇ ਰੋਲ-ਟੂ-ਰੋਲ ਮੋੜਨ ਵਿਧੀ ਨੂੰ ਜੈਵਿਕ ਤੌਰ 'ਤੇ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਖਿਤਿਜੀ ਰੋਲ ਅਤੇ ਵਰਟੀਕਲ ਰੋਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਾਂਝੇ ਕੀਤੇ ਜਾ ਸਕਣ। ਉਦਾਹਰਣ ਵਜੋਂ, ਤੀਜੀ ਪੀੜ੍ਹੀ ਦੇ ZTF ਰੋਲ ਪਾਈਪ ਬਣਾਉਣ ਵਾਲੇ ਭਾਗ ਨੂੰ ਇੱਕ ਵਿੱਚਟਿਊਬ ਮਿੱਲZTZG ਦੁਆਰਾ ਵਿਕਸਤ, ਨੂੰ ਸਿਰਫ਼ ਰਫ਼ ਫਾਰਮਿੰਗ ਲਈ ਰੋਲਾਂ ਦਾ ਇੱਕ ਸੈੱਟ ਸਾਂਝਾ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਇਹ ਰੋਲਰਾਂ ਦੀ ਲਾਗਤ ਘਟਾਉਂਦਾ ਹੈ ਅਤੇ ਰੋਲਾਂ ਦੀ ਵਰਤੋਂ ਅਤੇ ਪ੍ਰਬੰਧਨ ਨੂੰ ਸਰਲ ਬਣਾਉਂਦਾ ਹੈ।
(3) ਵਿਗਾੜ ਦੀ ਵੰਡ ਵਾਜਬ ਹੈ, ਅਤੇ ਮੋਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਸਥਿਰ ਹੈ। ਇੱਕ ਦੇ ਮੋਟੇ ਰੂਪ ਦੇ ਪੜਾਅ ਵਿੱਚਟਿਊਬ ਮਿੱਲ, ਵੱਡੀ ਵਿਗਾੜ ਵਿਧੀ ਮੁੱਖ ਤੌਰ 'ਤੇ ਖਿਤਿਜੀ ਰੋਲਰਾਂ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਤਾਂ ਜੋ ਖੁੱਲ੍ਹੀ ਟਿਊਬ ਦੇ ਪਾਸੇ ਦੀ ਵਕਰ ਮੁਕੰਮਲ ਵੈਲਡੇਡ ਪਾਈਪ ਦੇ ਨੇੜੇ ਹੋਵੇ, ਅਤੇ ਬਰੀਕ ਰੂਪ ਦਾ ਵਿਕਾਰ ਛੋਟਾ ਹੋਵੇ। ਵਿਕਾਰ ਦੀ ਇਹ ਵਾਜਬ ਵੰਡ ਬਣਤਰ ਨੂੰ ਸਥਿਰ ਬਣਾਉਂਦੀ ਹੈ ਅਤੇ ਕਤਾਰ ਰੋਲ ਬਣਾਉਣ ਦੇ ਨੁਕਸਾਨਾਂ ਨੂੰ ਦੂਰ ਕਰਦੀ ਹੈ। ਵੈਲਡੇਡ ਪਾਈਪ ਦੇ ਨੁਕਸ ਦਾ ਲੁਕਿਆ ਹੋਇਆ ਖ਼ਤਰਾ ਪੁਰਾਣੇ ਵਿੱਚ ਵਿਕਾਰ ਦੀ ਗੈਰ-ਵਾਜਬ ਵੰਡ ਕਾਰਨ ਹੁੰਦਾ ਹੈ।ਟਿਊਬ ਮਿੱਲਾਂ.
(4) ਨਿਰੰਤਰ ਝੁਕਣ ਦਾ ਤਰੀਕਾ, ਇੱਕ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈਟਿਊਬ ਮਿੱਲ, ਉੱਚ-ਆਵਿਰਤੀ ਵੈਲਡਿੰਗ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਸਥਿਤੀਆਂ ਬਣਾਉਣ ਲਈ ਅਪਣਾਇਆ ਜਾਂਦਾ ਹੈ। FFX ਬਣਾਉਣ ਵਾਲੀ ਤਕਨਾਲੋਜੀ, ਜਿਵੇਂ ਕਿ ਇੱਕ ਵਿੱਚ ਲਾਗੂ ਕੀਤੀ ਗਈ ਹੈਟਿਊਬ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਨਿਰੰਤਰ ਝੁਕਣ ਦੇ ਢੰਗ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ ਅਤੇ ਖਿਤਿਜੀ ਰੋਲ ਅਤੇ ਲੰਬਕਾਰੀ ਰੋਲ ਦੀਆਂ ਸੰਬੰਧਿਤ ਬਣਤਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਪੂਰੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਕਿ ਸਟ੍ਰਿਪ ਸੈਕਸ਼ਨ ਵਿੱਚ ਵਿਗਾੜ ਦਾ ਕੋਈ ਡੈੱਡ ਜ਼ੋਨ ਨਹੀਂ ਹੈ, ਅਤੇ ਹੋਰ ਵੀ ਮਹੱਤਵਪੂਰਨ ਗੱਲ ਇਹ ਹੈ ਕਿ ਇਹ ਸਟ੍ਰਿਪ ਮੋਟਾਈ ਅਤੇ ਤਾਕਤ ਵਿੱਚ ਤਬਦੀਲੀਆਂ ਕਾਰਨ ਹੋਣ ਵਾਲੇ ਵਿਗਾੜ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਦੂਰ ਕਰਦਾ ਹੈ। ਲਚਕੀਲੇ ਰਿਕਵਰੀ ਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਕਰਨ ਨਾਲ ਮੋਲਡਿੰਗ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਥਿਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।ਟਿਊਬ ਮਿੱਲ. ਵਿੱਚ ਮੋਟਾ ਰੂਪ ਧਾਰਨ ਕਰਨ ਤੋਂ ਬਾਅਦਟਿਊਬ ਮਿੱਲ, ਸਟ੍ਰਿਪ ਸਟੀਲ ਦਾ ਕਿਨਾਰਾ ਪੂਰੀ ਤਰ੍ਹਾਂ ਪਲਾਸਟਿਕ ਤੌਰ 'ਤੇ ਵਿਗੜਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਖੁੱਲ੍ਹੀ ਟਿਊਬ ਦੇ ਕਿਨਾਰੇ ਦੀ ਵਕਰਤਾ ਮੁਕੰਮਲ ਟਿਊਬ ਦੇ ਬਹੁਤ ਨੇੜੇ ਹੈ। ਬਰੀਕ ਫਾਰਮਿੰਗ ਦੌਰਾਨ ਵਿਕਾਰ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਕਿ ਮੋਟਾ ਫਾਰਮਿੰਗ ਤੋਂ ਬਾਅਦ ਖੁੱਲ੍ਹੀ ਟਿਊਬ ਦੀ ਸ਼ਕਲ ਸੁਰੱਖਿਅਤ ਰਹੇ, ਜੋ ਕਿ ਅੰਦਰ ਉੱਚ-ਆਵਿਰਤੀ ਵੈਲਡਿੰਗ ਲਈ ਅਨੁਕੂਲ ਸਥਿਤੀਆਂ ਪੈਦਾ ਕਰਦੀ ਹੈ।ਟਿਊਬ ਮਿੱਲ.
(5) ਇੱਕ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੇ ਗਏ ਵੈਲਡੇਡ ਪਾਈਪ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦਾ ਹੈਟਿਊਬ ਮਿੱਲ. ਰਵਾਇਤੀ ਰੋਲ ਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ ਦੇ ਮੁਕਾਬਲੇ, FFX ਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ, ਇੱਕ ਵਿੱਚ ਲਾਗੂ ਕੀਤੀ ਗਈਟਿਊਬ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਹੇਠ ਲਿਖੇ ਦੋ ਪਹਿਲੂਆਂ ਵਿੱਚ ਵੈਲਡੇਡ ਪਾਈਪ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਵੀ ਸੁਧਾਰ ਕਰਦਾ ਹੈ: ਪਹਿਲਾਂ, ਅੰਦਰ ਖੁਰਦਰਾ ਬਣਨ ਤੋਂ ਬਾਅਦ ਟਿਊਬ ਮਿੱਲ, ਕਿਉਂਕਿ ਖੁੱਲ੍ਹੀ ਟਿਊਬ ਦੇ ਕਿਨਾਰੇ ਦੀ ਵਕਰਤਾ ਮੁਕੰਮਲ ਪਾਈਪ ਬਾਡੀ ਦੇ ਬਹੁਤ ਨੇੜੇ ਹੈ, ਇਸ ਲਈ ਫਿਨਿਸ਼ਿੰਗ ਪੜਾਅ ਦੌਰਾਨ ਐਕਸਟਰੂਜ਼ਨ ਰੋਲਰਾਂ ਤੋਂ ਗਲਤ ਅਲਾਈਨਮੈਂਟ ਘੱਟ ਤੋਂ ਘੱਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਇੱਥੋਂ ਤੱਕ ਕਿ ਉੱਚ-ਸ਼ਕਤੀ ਅਤੇ ਮੋਟੀਆਂ-ਦੀਵਾਰਾਂ ਵਾਲੀਆਂ ਵੈਲਡੇਡ ਪਾਈਪਾਂ ਲਈ ਵੀ। ਅੰਦਰ ਬਰੀਕ ਬਣਨ ਤੋਂ ਬਾਅਦਟਿਊਬ ਮਿੱਲ, ਸਟ੍ਰਿਪ ਕਿਨਾਰੇ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਜ਼ਰੂਰੀ ਤੌਰ 'ਤੇ ਸਮਾਨਾਂਤਰ ਹਨ (ਇੱਕ ਸਕਾਰਾਤਮਕ V-ਆਕਾਰ ਜਾਂ ਉਲਟ V-ਆਕਾਰ ਨਹੀਂ) ਬੱਟ ਜੋੜ। ਵੈਲਡ ਕੀਤੇ ਪਾਈਪ ਦੀਆਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ 'ਤੇ ਇਕਸਾਰ ਬਰਰ ਬਣਦੇ ਹਨ, ਜੋ ਬਰਰ ਸਕ੍ਰੈਪਿੰਗ ਲਈ ਅਨੁਕੂਲ ਹੈ। ਉਸੇ ਸਮੇਂ, ਉੱਚ-ਆਵਿਰਤੀ ਵੈਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਸਾਹਮਣੇ ਇੱਕ ਵੱਡਾ V-ਆਕਾਰ ਵਾਲਾ ਵੈਲਡਿੰਗ ਐਂਗਲ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਸਲੇਟੀ ਧੱਬਿਆਂ ਵਰਗੇ ਵੈਲਡਿੰਗ ਨੁਕਸਾਂ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਰੋਕਦਾ ਹੈ। ਦੂਜਾ, ਵਿੱਚ ਵਰਤੇ ਗਏ ਨਿਰੰਤਰ ਫਲੈਂਜ ਬਣਾਉਣ ਦੇ ਢੰਗ ਦੇ ਕਾਰਨਟਿਊਬ ਮਿੱਲਅਤੇ ਵਿਲੱਖਣ ਰੋਲ ਪਾਸ ਡਿਜ਼ਾਈਨ, ਸਟ੍ਰਿਪ ਸਟੀਲ ਸੈਕਸ਼ਨ ਦੇ ਕਿਸੇ ਵੀ ਹਿੱਸੇ ਨੂੰ ਮੋਟੇ ਰੂਪ ਦੇ ਪੜਾਅ ਦੌਰਾਨ ਵੱਧ ਤੋਂ ਵੱਧ ਇੱਕ ਵਿਕਾਰ ਹੁੰਦਾ ਹੈ। ਵਿਕਾਰ ਤਬਦੀਲੀ ਚੰਗੀ ਤਰ੍ਹਾਂ ਜੁੜੀ ਹੋਈ ਹੈ, ਕਿਸੇ ਵੀ ਇੱਕ ਖੇਤਰ ਨੂੰ ਵਾਰ-ਵਾਰ ਵਿਕਾਰ ਹੋਣ ਤੋਂ ਰੋਕਦੀ ਹੈ, ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ, ਰੋਲ ਦਬਾਅ ਕਾਰਨ ਸਥਾਨਕ ਪਤਲਾ ਹੋਣ ਨੂੰ ਘੱਟ ਕਰਦੀ ਹੈ। ਇਸ ਲਈ, ਵਿਕਾਰ ਇਕਸਾਰ ਹੈ, ਅੰਦਰੂਨੀ ਤਣਾਅ ਘੱਟ ਹੈ, ਅਤੇ ਵੈਲਡਡ ਪਾਈਪ ਦੀ ਸਮੁੱਚੀ ਅੰਦਰੂਨੀ ਗੁਣਵੱਤਾ ਦੁਆਰਾ ਪੈਦਾ ਕੀਤੀ ਗਈ ਹੈ।ਟਿਊਬ ਮਿੱਲਸੁਧਾਰਿਆ ਗਿਆ ਹੈ।
ਸੰਖੇਪ ਵਿੱਚ, ਸਾਡੀ ZTF-IV ERW ਪਾਈਪ ਬਣਾਉਣ ਵਾਲੀ ਤਕਨਾਲੋਜੀ, ਇੱਕ ਦੇ ਅੰਦਰ ਲਾਗੂ ਕੀਤੀ ਗਈ ਹੈਟਿਊਬ ਮਿੱਲ, ਰਵਾਇਤੀ ਰੋਲ ਬਣਾਉਣ ਅਤੇ ਫੁੱਲ ਰੋਲ ਬਣਾਉਣ ਦੇ ਤਰੀਕਿਆਂ ਦੇ ਬਹੁਤ ਸਾਰੇ ਫਾਇਦਿਆਂ ਨੂੰ ਜੋੜਦਾ ਹੈ, ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਤਰੱਕੀ ਦਾ ਪ੍ਰਦਰਸ਼ਨ ਕਰਦਾ ਹੈ। ZTZG ਨੇ ਵੱਖ-ਵੱਖ ਉੱਦਮਾਂ ਲਈ ਕਈ ZTF ਵੈਲਡੇਡ ਪਾਈਪ ਉਤਪਾਦਨ ਲਾਈਨਾਂ ਤਿਆਰ ਕੀਤੀਆਂ ਹਨ। ਉਹਨਾਂ ਵਿੱਚੋਂ, ਤਾਂਗਸ਼ਾਨ ਵੇਨਫੇਂਗ ਕਿਯੂਆਨ ਸਟੀਲ ਨੇ ਆਪਣੇ ਅੰਦਰ ਚੌਥੀ ਪੀੜ੍ਹੀ ਦੀ FFX ਆਟੋਮੈਟਿਕ ਫਾਰਮਿੰਗ ਉਤਪਾਦਨ ਲਾਈਨ ਨੂੰ ਡਿਜ਼ਾਈਨ ਅਤੇ ਤਿਆਰ ਕੀਤਾ।ਟਿਊਬ ਮਿੱਲ, ਜਿਸ ਵਿੱਚ ਕੰਪਿਊਟਰ ਨਿਯੰਤਰਣ ਸ਼ਾਮਲ ਹੈ, ਇਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ZTZG ਦੇ ਨਵੀਨਤਾਕਾਰੀ ਸੰਕਲਪ ਇੱਕ ਨਵੇਂ ਪੜਾਅ ਵਿੱਚ ਦਾਖਲ ਹੋ ਗਏ ਹਨ। ਸਾਡੀ ZTF(FFX) ਲਚਕਦਾਰ ਫਾਰਮਿੰਗ ਤਕਨਾਲੋਜੀ, ਜਿਸਦੀ ਵਰਤੋਂਟਿਊਬ ਬਣਾਉਣ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ, ਦੇ ਅੰਦਰ ਚੱਲ ਰਹੀ ਵਰਤੋਂ ਰਾਹੀਂ ਸੁਧਾਰ ਅਤੇ ਵਿਕਾਸ ਕਰਨਾ ਜਾਰੀ ਰੱਖੇਗਾਟਿਊਬ ਮਿੱਲਵਾਤਾਵਰਣ।
ਪੋਸਟ ਸਮਾਂ: ਫਰਵਰੀ-04-2023




